Cette roue a parcouru beaucoup de chemin entre son lieu de naissance et celui du lifting chirurgical qu’elle va subir. Elle doit changer légèrement de destination en passant de roue de moto à roue de side-car.


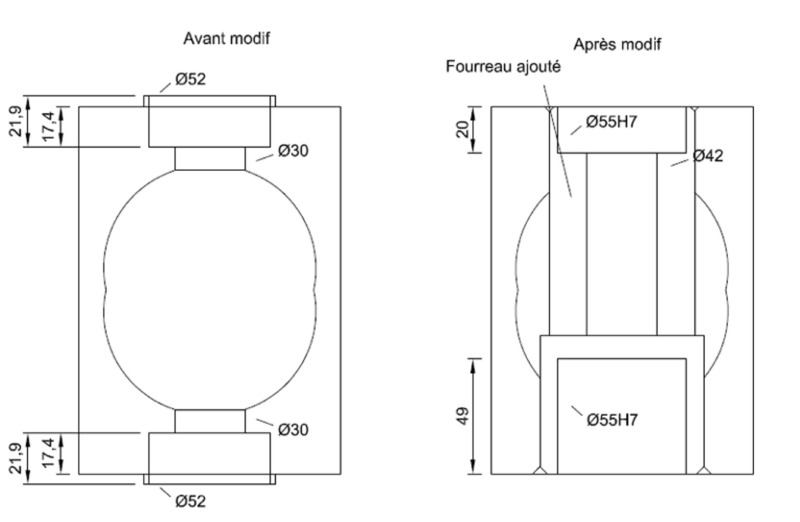
Ci-dessous, l’ordonnance qui l’accompagnait. Il s’agit d’agrandir le diamètre des portées de roulements et de ménager un logement pour cacher l’écrou de serrage (en bas à droite). Comme il n’y a pas assez de matière dans la roue d’origine, il est prévu de lui ajouter un fourreau soudé en son centre.
La mention ”H7” à côté de Ø55 indique le niveau de précision demandé. Dans le cas présent, la cote devra osciller entre 55,000 et 55,030. Pour situer un peu les choses, un cheveu mesure environ 0,06.
Début de l’usinage du côté qui recevra l’écrou.

Etape intermédiaire après retrait de tous les bossages jusqu’à obtenir une surface lisse.

Après réalisation de l’alésage qui va recevoir le fourreau. La flèche désigne le gros chanfrein dans lequel sera exécutée la soudure.

Travail sensiblement identique de l’autre côté mais en ayant conservé les fixations du disque de frein.

Débit du brut pour y usiner le fourreau.

Mesure précise de l’alésage qui recevra le fourreau.

Report sur le fourreau de la cote précédente augmentée de 2 à 4/100èmes, pour assurer un serrage lors de l’assemblage des deux pièces.

Usinage des autres parties du fourreau. Les liaisons entre parties cylindriques et faces sont réalisées en arrondi, plus solides que des angles vifs.

Retournement pour finir le bout qui servait jusqu’alors à l’entraînement de l’ensemble.

Le gros bout terminé, avec là aussi un gros chanfrein pour la soudure désigné par la même flèche que plus haut.

Premières présentations entre les deux pièces.

Réchauffement des alésages pour fluidifier les relations.

Mariage un peu sous pression. Il n’y a pas 12T de force non plus !

L’union est réalisée, toujours sous le signe de la flèche qui désigne le creux qui va permettre d’augmenter le volume de soudure, donc la force de la liaison.

La soudure en cours et terminée.


Retour sur le tour(ou "tour, le retour", au choix) et fin de l’ébauche des alésages : perçage à Ø 33 (pas de plus gros forêt disponible. Hé ! Hé !).

Alésage à 55 H7 terminé côté disque.

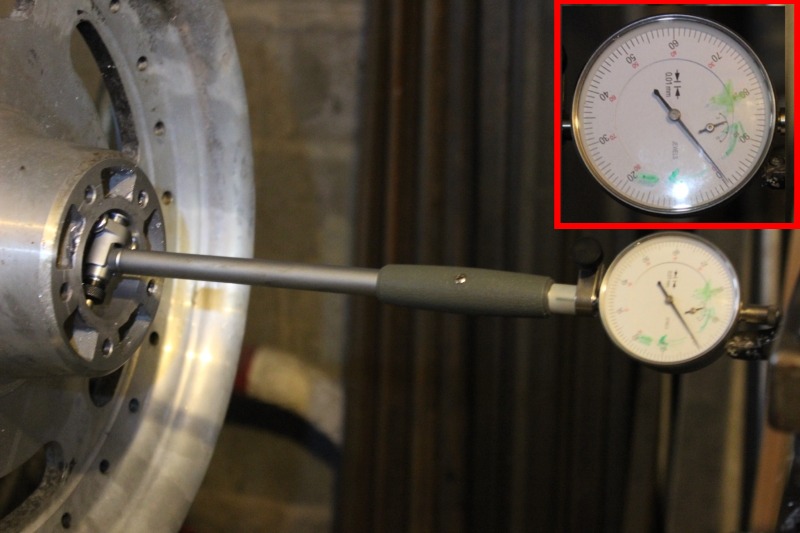
Contrôle de la cote, le 0 du comparateur correspond à 55,00.
Retournement de la roue et exécution de l’alésage plus profond mais aussi à 55 H7.

Pour terminer une vue d’ensemble du tour.