Sur cette photo, à gauche un bras oscillant en aluminium de Yamaha 850 TRX, à droite un bras en acier d’origine de 350 RD/LC. Petits problèmes : la largeur est différente, le diamètre d’axe également.
Il faut donc diminuer la largeur, rentrer les roulements plus à l’intérieur et refaire une entretoise interne qui s’ajuste sur les roulements TRX et l’axe RD/LC.

La reprise des portées de roulements consiste essentiellement en des travaux de calage. Il faut se centrer sur les portées existantes et les décaler d’une quinzaine de mm.
Début avec le calage de la tête de fraiseuse.

Calage de deux vés sur lesquels le bras va s’appuyer pendant l’usinage.
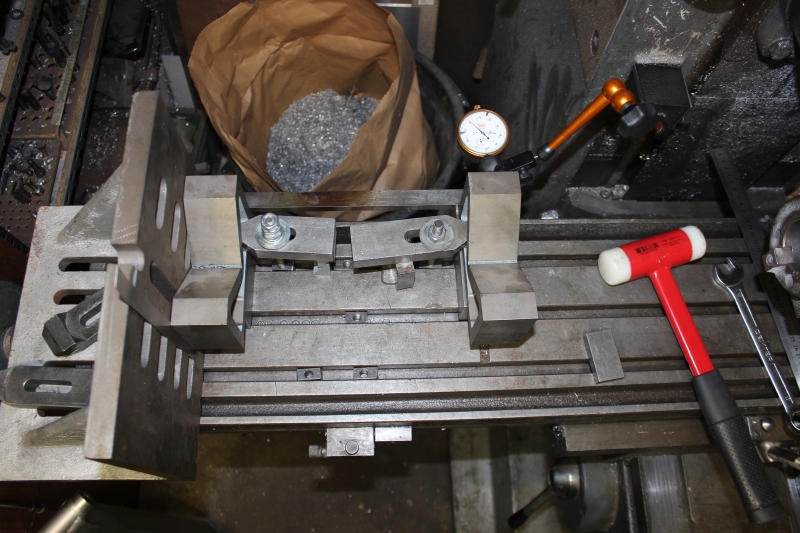
Le bras bridé en place.

Réglage de la concentricité de la tête de fraiseuse par rapport à la portée de roulement.

Mise en place de l’outil d’alésage.
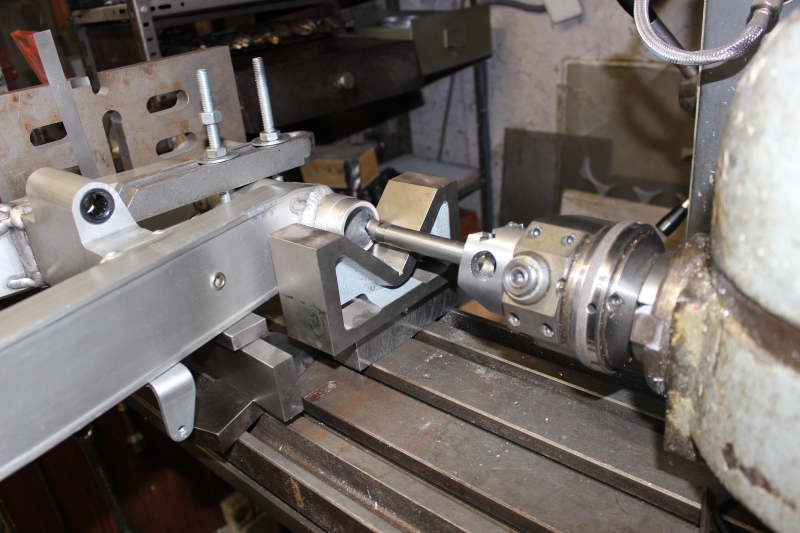
Usinage de la première portée de roulement.


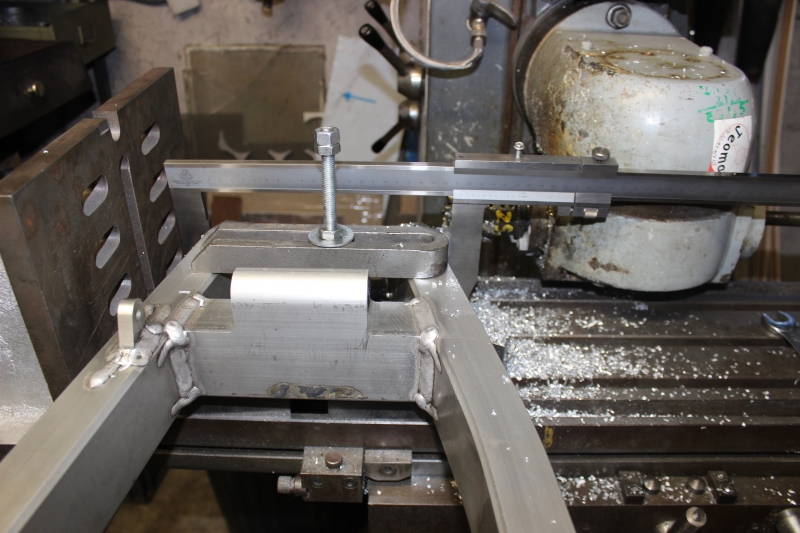
Retrait des vés et calage en vue de la reprise des portées pour obtenir la largeur qui va entrer dans le cadre.

Première portée à la cote. Le propriétaire avait bien calculé son coup puisqu’il reste assez de soudure pour garantir la solidité.

Contrôle de la cote finale.
Mise en place du roulement, monté légèrement serré dans son logement (~2/100 mm).

L’entretoise d’origine RD/LC beaucoup trop petite pour les roulements TRX.

Perçage au diamètre d’axe RD/LC. Cette seule opération de perçage en pleine matière dans de l’acier prend environ 1H00.

Opérations de tournage pour les diamètres extérieurs de l’entretoise.
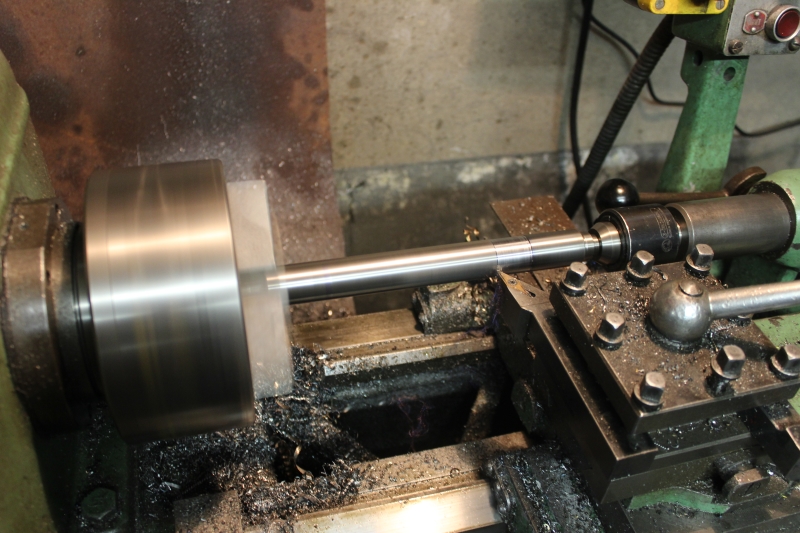
L’ensemble prêt à continuer sa carrière commencée en TRX sur une RD/LC qui sera modernisée avec des roues de 17 pouces.












 Si le gazier est à la retraite, les machines elles, n'y sont pas prêtes
Si le gazier est à la retraite, les machines elles, n'y sont pas prêtes 






