Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 29 Oct 2014, 15:56
J'ai vu suffisamment d'expériences pour savoir que l'alu est imbibé de pinard d'huile si on n'élimine pas la soudure ne tient pas quand c'est possible il suffit d'insister en soudant surtout si ce n'est que le bouchage d'un trou qui n'est pas soumis à un effort.
norton540 Pilote
Nombre de messages : 71 Age : 41 Localisation : 17 Date d'inscription : 16/10/2014
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 29 Oct 2014, 20:40
MacPepR a écrit:
Quand j'étais lycéen, on nous avait passé un film sur la soudure de l'alu, au chalumeau justement. Ca date de longtemps et le film était bien vieux déjà. Je n'ai jamais croisé quelqu'un qui sache le faire et de plus je crois qu'il faut un chalumeau particulier, en plus d'un indispensable thermomètre spécial sous peine de tout fondre. La misère, quoi.
tient regarde faut surtout un bon coup de main ... et le bon décapant
sinon il y avais aussi le gazflux c'est un ptit réservoir qui ce met en série sur le gaz ,et une fois remplis de borax liquide ou autre décapant ,ça balance le tout a la flamme par le tuyau de gaz , ça décape en soudant quoi ... plus besoin du petit pot de poudre qui en général ce casse la gueule toujours au mauvais moment ...
clubman Pistard
Nombre de messages : 112 Age : 67 Localisation : Essonne Date d'inscription : 17/03/2009
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 29 Oct 2014, 22:39
Mon grand-père était charron . Il soudait l'alu au chalumeau avec de l'alu , moi je n'ai jamais reussi sauf avec un mig
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 00:27
Mon cher Norton 540, je vais être désagréable avec toi. Ton film présente de la brasure, c'est à dire du collage à chaud. Je parlais de soudure. Différence essentielle entre les deux expressions, brasure = une pièce + un matériau, pas forcément de même nature + une autre pièce, éventuellement encore d'une autre nature. Un exemple : dans mon installation de chauffage central, il y a un tuyau de cuivre brasé sur un tuyau en acier. Ca tient depuis 20 ans, grâce à une brasure de ... chépaquoi. Dans la soudure, tu fais dans "l'autogène", pièce 1, pièce 2 et matériau d'apport sont de même nature et surtout fondus ensemble, en continuité. Ce n'est pas la même chanson, car en brasure tu te contentes de chauffer les pièces et par contact de faire fondre le métal d'apport qui vient se coller aux deux pièces à lier. En soudure, tu portes les métaux à température de fusion et tu joins avec de l'apport lui aussi fondu. Dans ce cas, la baguette de métal d'apport vient combler l'espace entre les deux pièces et pas se comporter en colle. Tout l'art de la soudure est de trouver la juste température pour que ça ne fonde pas exagérément, sous peine du bien connu trou, qui ce salaud s'étend, s'étend ...
norton540 Pilote
Nombre de messages : 71 Age : 41 Localisation : 17 Date d'inscription : 16/10/2014
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 02:19
salut,
Tient je pense que c'est ça la vidéo dont tu parle ...
Pour ce qui est de la soudure et de la brasure je te remercie de me dire comment ça marche
Ce que je sais moi c'est que la brasure de l'alu ce fais en basse température(380°) et sans décapant la plupart du temps .comme il fais la sur cette vidéo ,ou tu vois bien que ça ce passe pas pareil qu'a la soudure a l'oxy ,et pourtant ça chauffe beaucoup moins .
Sur ma première vidéo il soude a l'oxy (3000°),et au décapant ,avec une baguette d'alu (c'est ce qu'il met au début ) Le préchauffage d'une baguette de brasure a l'oxy comme il fais la , la baguette fondrais direct ,et elle fondrais aussi a la flamme au moment de l'apport avant d’être devant la flamme. j'ai un peu testé j'en est .
Alors ok j'ai p'tet pas bien choisi la vidéo parce-qu’il dis brasure,mais je reste persuadé qu'il soude son alu ...et qu'il brase son acier .
Après je maintient dur comme de l'alu , que de souder ce dernier au chalumeau ne demande rien de plus que du savoir faire un chalumeau oxy ,du borax et de l'eau ... comme il le disent dans la vidéo au dessus et pour être 100 % autogène faut soit ne pas mettre d'apport ,soit coupé une fine bande de la tôle a souder . (ils en parle dans la vidéo sur la soudure , les fonderies ce faisais leur baguettes pour les reprises)
et ça c'est le lien d'un gazflux sur LBC ,ça permet d'avoir le fondant dans la flamme ,pour la brasure ET la soudure au chalumeau. GAZFLUX
Et pour ton tuyau de chaudière c'est surement brasé a l'argent ...
Ceci dis la brasure,c'est peut être que du collage mais c'est costaud si c'est bien fais .
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 10:11
Très bonnes illustrations de mon propos sur soudure/brasure qui n'était bien sûr pas destiné à ceux qui savent déjà . Le film que j'avais vu n'était pas celui-là, toutefois le ton y est. Dans "le mien", ils parlaient de mesurer les températures au pyromètre et ça paraissait beaucoup plus difficile. Là, ça me donne envie d'essayer au chalumeau, à condition donc de se procurer le flux qui va bien.
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 10:28
Oui le flux est important j'ai vu des différences; on peut penser la soudure plus difficile que la brasure car il faut plus chauffer fondre le métal mais comme le dit Norton une bonne brasure est costaude et finalement c'est aussi compliqué qu'une soudure surtout il faut utiliser l'une ou l'autre à bonne escient, par ex haute températures et vibrations (échappements de 4 temps) la brasure est à bannir.
norton540 Pilote
Nombre de messages : 71 Age : 41 Localisation : 17 Date d'inscription : 16/10/2014
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 18:23
c'est ça ! une brasure faite n'importe ou et n'importe comment tiendra pas ... mais si bien fait ça vaut une soudure ,faudrait demander ça a martin ou égli ....
Pour les pyromètres ils en parle vite fais dans le reportage ,ça devrais surtout être utilisé pour testé les températures de préchauffage en cuverie ,histoire de pas faire tout fondre juste avant de souder ...
Pour le fondant ,borax et eau ça doit le faire , mais je pense qu'il y avais autre chose aussi , mais je trouve pas grand choses sur le net la dessus ...
Le souci de cette technique qui parait infaisable pour pas mal de monde ,c'est surtout qu'elle n'est plus pratiqué depuis des lustres ,donc tout le monde pense que c'est super dur et qu'il faut un matos de fou ... Alors que comme le dis si bien "clubman " son grand père le faisait ,et pleins de tolier le faisais régulièrement ,avec les moyens du bord . Faut pas oublier aussi qu'avant pour faire de l'acétylène fallait jouer avec l'eau et du carbure,le clampin moyen a l'époque n'avais pas de bouteilles, pas de fondant au nom imprononçable ,et encore moins de pyromètres fiable ,et pourtant ils y arrivais très bien...
Mon pyromètre moi pour le recuit de l'alu ,c'est un savon de Marseille ....quand ça crame faut ce détendre du dard et mon décapant pour les étamages ou les brasures a l'étain c'est une gousse d'ail ...
Le temps passant on ce crée des besoins inutile bien souvent ... hein les vieux !!!
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Jeu 30 Oct 2014, 19:39
Le problème de la brasure sur un cadre avec le 25CD4S c'est qu'il y a modif de l'acier à côté et sous certaines contraintes, vibrations par exemple, il peut casser; Je ne me souviens pas exactement mais j'ai fais mon acétylène jusqu'à l'approche des années 70 ou début 70, ça durait moins longtemps qu'une bouteille, c'était con quand entrain de souder il fallait regarnir de pierres !!!!!! d'un autre côté courir après les bouteilles à plusieurs KM pas marrant non plus !
Je connaissais la gousse d'ail contre les vampires ! pas les avions a réaction!!! Je n'ai jamais utilisé pour souder j'aissaierai ça .
Il me semble que G.Martin brasait sous argon . F. Egli c'est très loin je ne me souviens pas.
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Adaptation du pignon de sortie de boite. Dim 02 Nov 2014, 10:07
A l’origine, la GPZ est montée avec une chaîne en 530 , plus large, plus longue et surtout plus lourde que les chaînes modernes en 525, voire 520 comme il sied pour une moto de piste. A gauche sur la photo, le pignon d’origine, déporté en forme d’assiette et qui pèse 400 g. A droite, le pignon à adapter qui est déporté (trop) par un bossage et pèse moitié moins. France Equipement a été très sympa sur ce coup-là. Je leur ai donné les cotes des cannelures, indiqué le déport que je souhaitais, précisé qu’éventuellement je pouvais ré-usiner un peu et ils m’ont fourni ça qui correspond à je ne sais quelle moto.
Problème du déport par bossage : le filetage sur l’arbre de boite se retrouve trop court.
Un gros lamage pour laisser de la place à l’écrou et sa rondelle-frein. C’est dur à usiner un pignon de sortie de boîte. J’y ai laissé toute une plaquette carbure et dû procéder par passes de 5/10 ème au diamètre.
Prudence est mère de sûreté. La matière retirée côté écrou est ajoutée côté boîte, sous forme de cette bague.
La bague après soudure..
Reprise du bossage pour obtenir le bon déport. Comme c’est difficile à prendre au tour, j’ai utilisé cette technique de « tourno-fraisage ».
Fini
En place.
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Dim 02 Nov 2014, 10:31
Joli boulot, en 63 un artisan de Puteaux m'avait fait un pignon de sortie BV pour mon 50 dans le même principe découpe de 2 et soudure avec le bon centre et le bon nombre de dents, il nous faisait aussi nos réalésage, je ne suis pas étonné pour France Equipement, le boss, quelqu'un de bien .
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Dim 02 Nov 2014, 16:39
Pas facile à faire deux pignons avec un seul. Il faut les centrer au moment de l'usinage et ce n'est pas simple de se centrer par exemple sur 17 dents. Rien que prendre le diamètre extérieur d'un pignon de 17 dents est une opération avec quelques calculs.
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Dim 02 Nov 2014, 17:17
Oui, mais ils étaient bons, il faudrait que je regarde mon carnet mais il me semble que c'était un 15 dents donc même difficulté que pour 17 !
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Dim 02 Nov 2014, 20:15
15, c'est multiple de 3, donc ça se prend directement dans un mandrin de tour à 3 mors. Sinon, c'est installation du mandrin 4 mors, serrage et réglage de la concentricité avec un comparateur sur les cannelures. Faisable, mais long. Après, il faut réussir à attraper l'autre pignon par les cannelures, pour lui dégager l'extérieur. A part avec un petit montage spécifique, je ne vois guère comment faire.
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Dim 02 Nov 2014, 21:38
Tu as raison je suis parti sur l'idée de l'impair !
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Suite et fin des travaux sur la culasse. Jeu 12 Fév 2015, 01:24
Voilà un moment que je ne postais plus, pour la bonne raison que je suis sur plusieurs sujets à la fois, sans que rien ne soit terminé complètement. Une exception toutefois : la culasse.
Pour commencer, une modification sur les roues d’entraînement des arbres à cames, de façon à les caler au petit poil lors du remontage du moteur. A l’origine, la roue se présente ainsi :
Après modification :
Entre temps, il s’est passé ça :
La roue en place sur son arbre. L’usinage effectué permet en desserrant les vis de modifier la position de la roue sur l’arbre. Principalement pour caler correctement les arbres dont les cames ont été retaillées.
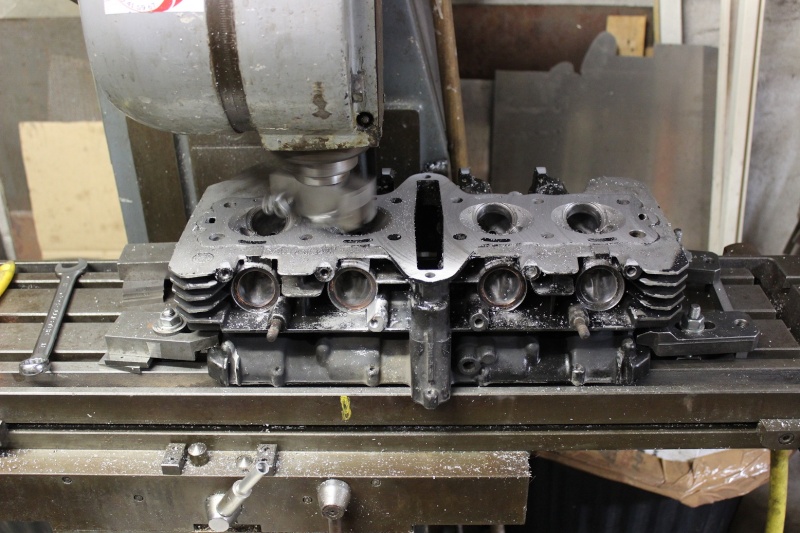
Un peu de recherche de performance, avec un surfaçage en règle du plan de joint de culasse. Conséquence, augmentation du rapport volumétrique, donc du taux de compression, donc des canassons qui me propulseront plus rapidement vers la ligne d’arrivée et la gloire !
Une vue pendant l’usinage :
Contrôle de la cote :
Remontage des soupapes et mise en place des demi-lunes. J’ai réussi à ne pas en perdre : yes ! P… ça avait ses charmes de bosser sur les 2T. Et puis on y vient tellement souvent qu’on acquiert vite de l’expérience.
Pour ceux qui ne connaissent pas et que ça intéresse, un petit tuto. A gauche une soupape avec ses demi-lunes en place, à droite la même avec sa pastille de réglage (volontairement pas tout à fait en place pour la photo).
A gauche le poussoir (lui aussi volontairement pas tout à fait en place pour la photo) qui se place entre la came et la pastille de réglage.
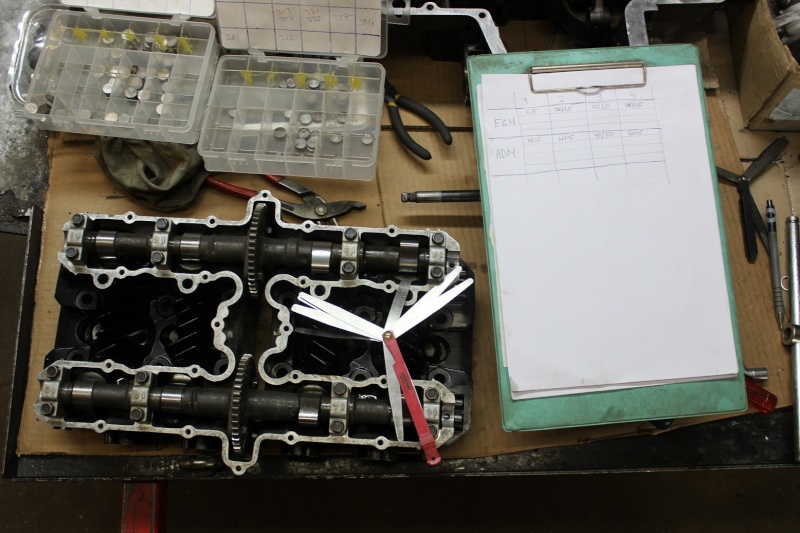
Le réglage du jeu entre le dos de la came et le poussoir se fait en changeant les pastilles. En haut à gauche les boîtes avec les pastilles de différentes épaisseurs. Au milieu, la mesure du jeu avec une cale, au moment où la soupape est complètement fermée. A droite, un tableau pour recenser soupape par soupape : le jeu relevé, la cale en place et après un calcul de niveau CE2 la pastille nécessaire pour atteindre le bon jeu après changement. Pour changer, il faut évidemment re-déposer les arbres à cames, les poussoirs et les pastilles, remonter et re-contrôler. Heureusement, ça bouge très peu une fois réglé.
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Réalisation d’un réservoir en « poly-aluminium ». Mar 17 Fév 2015, 02:22
Vous ne connaissez pas ce matériau ? C’est du bi-composant : métal et matière plastique. En fait, un réservoir en deux parties. Je vous avait conté mes déboires avec une copie intégralement en polyester du réservoir d’origine, qui s’était révélée plus lourde que la pièce d’origine. Il me trottait dans la tête depuis un moment d’essayer quand-même de grignoter une partie des 4400 g du bidon en acier. Le top, serait bien sûr un réservoir intégralement en aluminium, qu’on peut espérer à 3 kg. Seulement, pour ça il faut une roue anglaise et des capacités de chaudronnier que je n’ai pas. Sur les motos modernes, on trouve souvent un vrai réservoir en métal, recouvert d’un cache en plastique. Je vais utiliser la même technique, en faisant le vrai contenant en alu et en tirant une fine peau extérieure juste pour l’esthétique, dans le moule polyester dont je dispose.
Le moule, le voici en cours de réalisation entourant le réservoir acier d’origine. Il en est tiré une pièce qui va servir de gabarit pour le contenant en alu.
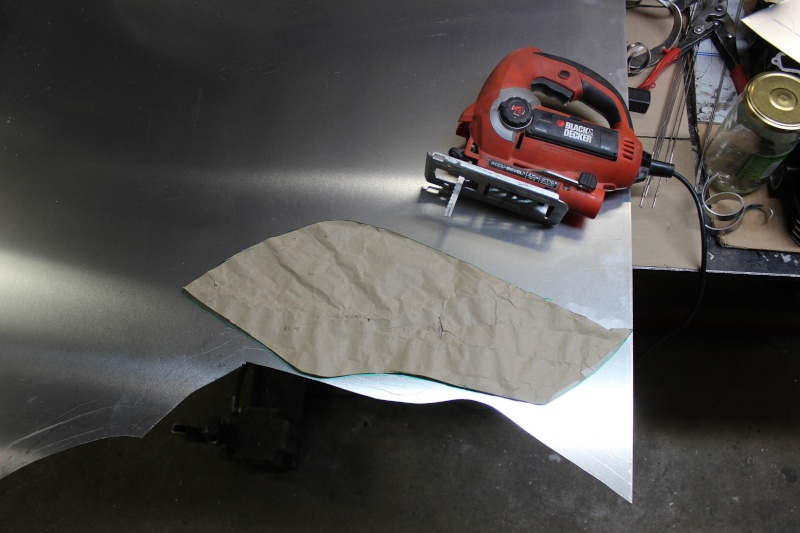
Ce gabarit permet de faire des patrons pour tracer les flans de tôle.
Découpage à la scie sauteuse des dits flans.
Les parts de flans pour la réalisation d’un extérieur de vrai réservoir, qui ira à l’intérieur du faux réservoir (ça suit derrière ?).
Mise en forme d’une des tôles. Au maillet et avec mon coup de patte d’amateur, ça fait des facettes. La roue anglaise ferait quelque chose de beaucoup plus lisse.
Une des étapes du positionnement à l’intérieur du gabarit. Le pointage des pièces se fait aussi dans cette position.
Des flans formés et pointés.
Des flans soudés : ce n’est pas du gâteau, c’est du métal (les blagues à deux ronds me démangent).
Début de l’ajustement de la dernière partie.
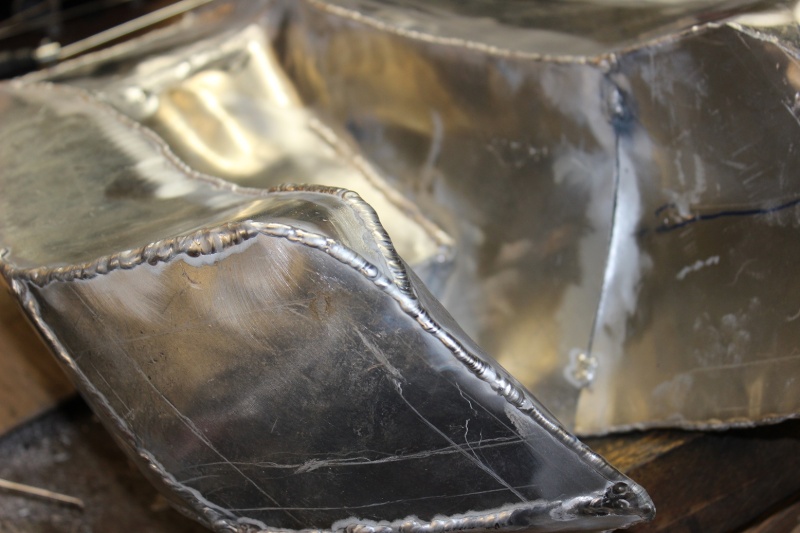
Pointage de l’ultime pièce qui ainsi tient en place pour marteler les bords et les rapprocher en vue de la soudure.
Le dessus/extérieur intégralement soudé.
Ca c’est le gabarit/moule qui avait servi pour le dessous/intérieur du réservoir intégralement en polyester. Il va servir de guide pour un homologue en alu.
Une première pièce.
Formage également sur le cadre car il est impossible de refaire exactement les formes du gabarit en polyester.
Début d’ajustement du dessous avec le dessus.
Premières soudures entre l’intérieur et l’extérieur.
Une encoche pour récupérer un peu du volume perdu par rapport au réservoir d’origine.
Ca progresse. Comme vous pouvez le constater (voir au fond à droite), la photo est prise sur un deuxième réservoir que j’ai fait pour mon pote.
Ce diabolo remplace les caoutchoucs de fixation au cadre.
Soudure, martelage, les deux mamelles du chaudronnier.
Là, c’est soudure après martelage.
On attaque les “accessoires”, comme les pattes qui se prennent sur les tampons à l’avant.
Le tuyau de mise à l’air, tourné vers l’avant pour diminuer les refoulements au freinage.
La jauge, avec au fond la matière première pour la réaliser. La soudure des petits morceaux de tuyau est un grand moment. Pas facile les petites pièces en alu.
En cours de mise en place.
L’embase du robinet.
Le siège et le bouchon, qui se manipulera avec une clé de disqueuse ou deux tournevis si cette facétieuse n’est jamais là quand on a besoin d’elle (un peu comme les clés à mandrin, quoi !).
La fixation arrière, sur silent-blocs.
En place sur la moto, avec à l’avant une copie du morceau de tableau de bord qui supporte des voyants à l’origine. Caractéristique originale de la GPZ.
Une autre vue finale.
Bilan chiffré de tout ça : 650 grammes grattés. Peut mieux faire, mais on verra plus tard.
cacajou Posteur Maniak
Nombre de messages : 5162 Age : 73 Localisation : sud de Paris Date d'inscription : 11/11/2011
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mar 17 Fév 2015, 07:04
Il n’y a rien qui t'arrête
buzzer Pistard
Nombre de messages : 981 Age : 72 Localisation : bandol var Date d'inscription : 08/09/2014
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mar 17 Fév 2015, 07:30
Beau boulot !!
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mar 17 Fév 2015, 09:51
AH! Ces jeunes ! Que ne feraient-ils pas !
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Araignée de carénage et tableau de bord. Mer 18 Fév 2015, 02:09
Les travaux sur la partie-cycle touchent à leur fin. La chasse au poids est toujours ouverte, comme dans ce qui suit où l’alu va remplacer l’acier. L’araignée d’origine, qui outre le tête de fourche supporte aussi le phare, les clignos, les rétros.
La copie en polyester du carénage est positionnée pour réalisation en direct de l’araignée de remplacement.
Quatre bouts de tubes et trois plaques d’alu pour assurer la fonction “maintien du carénage”.
Comparatif, reste toutefois le tableau de bord à incorporer.
Le compte-tours est celui d’origine inséré dans un boîtier sur mesures. Le plexi provient d’un couvercle de boîte de foies de volaille que je vous recommande cuisinés à l’ail et au persil. Les gros tubes d'alu ont soutenu la tente canadienne de ma jeunesse, dont la toile est morte depuis longtemps. Je devrais être décoré par les écolos pour ces démarches de recyclage.
Vue côté pile. Les indicateurs de pression et de température d’huile traînaient sur mes étagères depuis 20 ans et trouvent là une occasion de s’exprimer.
Petit essayage avec les pièces de l’habillage qui sont toutes des copies en polyester des éléments d’origine. Comme a dit ma chère et tendre qui me voit bricoler depuis deux ans sur ce projet : « ça commence à ressembler à une moto. Au fait, c’est bien celle qu’on était allé chercher en Auvergne dans une grange ? »
buzzer Pistard
Nombre de messages : 981 Age : 72 Localisation : bandol var Date d'inscription : 08/09/2014
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 18 Fév 2015, 07:33
Ça a de la gueule tout ça !
Mondialen Sérial Posteur
Nombre de messages : 3538 Age : 67 Localisation : Bourbonnais Date d'inscription : 17/08/2011
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 18 Fév 2015, 13:57
C'est vrai qu'on dirait une moto
Super travail, encore merci de partager
DIALMAX King Posteur
Nombre de messages : 10862 Age : 79 Localisation : BOURBONNAIS Date d'inscription : 24/03/2008
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 18 Fév 2015, 14:06
Finalement, qu'aime tu le plus , construire ou piloter ?
Très bonne question merci de l'avoir posé !
MacPepR Sérial Posteur
Nombre de messages : 1090 Age : 65 Localisation : Arnouville lès Gonesse (95) Date d'inscription : 25/02/2010
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne Mer 18 Fév 2015, 14:30
Utiliser la moto n'est que la validation de la bonne qualité de la construction. Le plus intéressant je trouve, c'est la partie conception. Essayer d'allier performance, simplicité et faible coût.
Contenu sponsorisé
Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne
Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne